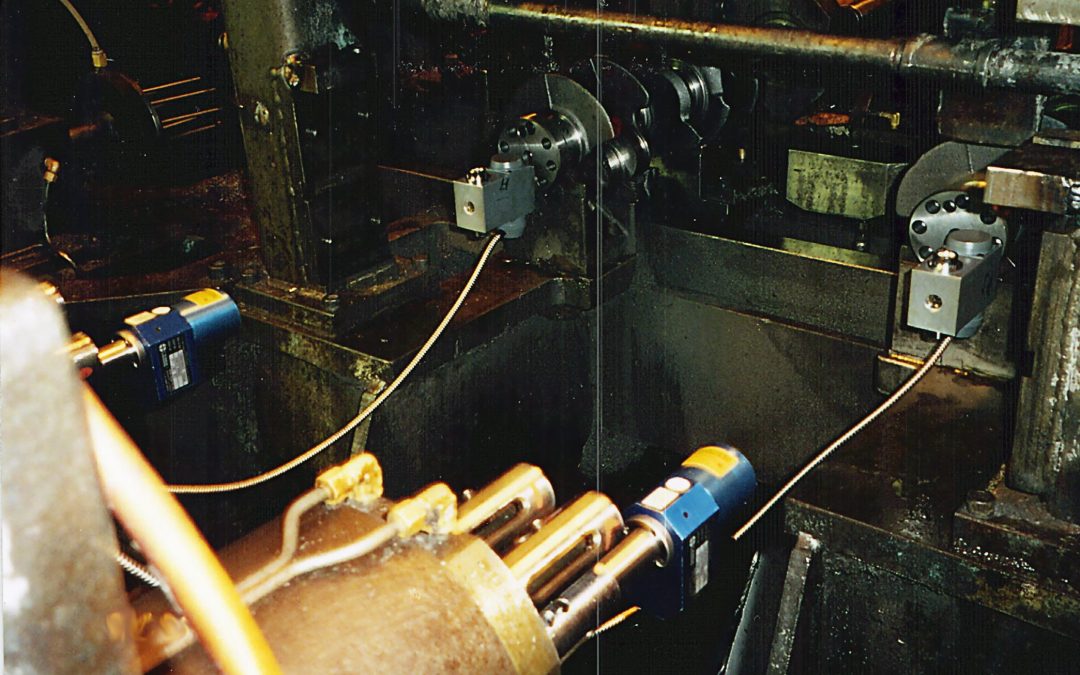
Task:To align a dual cluster spindle head for 2 cranks being machined at the same time. Make dual master parts and adaptors for the spindles.
We used existing cranks that had the correct dimensions on the Mains and orient ID for location. We then machined the .500 diameter holes for location per print to adapt our targets. Both master cranks were then put on a CMM for verification of hole location, if the holes were not exactly correct we documented the error and used it in our final alignment process.
The first steps performed were to make sure the spindle assembly traveled in a flat and straight line.
Secondly was to make sure the spindle rode parallel to the ways.
Third step was to make sure the angles of the wing base and parts were within tolerance.
The last step was to insure the centerlines of each hole were within tolerance.
Being a cluster spindle head we had to verify each spindle to part location (error in the spindle cluster) and use it in our final alignment process. Once we determined the amount of rotation per hole per amount of shim in the part locator we could align the crank nest appropriately.
Need assistance? Contact us here and let us help you!